|
|
|
| Главная | Программное обеспечение | Статьи | Прайс-листы | Инициативы | О компании |
| Продукты и решения КОМПАС | Опыт успешной автоматизации | Обучение персонала — ключ к успешному внедрению | Управление электронным документооборотом |
АВТОПРОЕКТ — универсальный редактор технологийАндрей Андриченко Опубликовано: "САПР и Графика" №6, 2000 Как и любое изделие, программный продукт проходит стадии создания и совершенствования. Система автоматизированного проектирования технологических процессов Автопроект эксплуатируется в реальных производственных условиях с 1989 года. За этот период выпущено 8 версий пакета. В 1998 году в среде Delphi создано полноценное 32-х битное приложение для Windows 95/98/NT, работающее в архитектуре файл-сервер. САПР Автопроект 8.5 позволяет резко повысить производительность труда технолога, сократить сроки и трудоемкость технологической подготовки производства. В состав данного интегрированного программного комплекса входят подсистемы проектирования технологий: механообработки, штамповки, сборки, сварки, термообработки, покрытий, нормирования трудоемкости технологических операций, расчета норм расхода материалов, процедуры анализа технологических процессов, позволяющие рассчитывать суммарную трудоемкость изготовления деталей и узлов, определять материалоемкость и себестоимость изделия.
Система внедрена более чем на 70 заводах общемашиностроительного профиля в России и СНГ. Построенная на универсальных принципах, она эффективно работает на любой номенклатуре изделий и быстро адаптируется к различным производственным условиям. Начиная с версии 8.0, Автопроект интегрирован с известной чертежно-конструкторской системой КОМПАС-ГРАФИК 5.х компании АСКОН.
В основу работы программного комплекса положен принцип заимствования ранее принятых технологических решений. В процессе эксплуатации системы накапливаются типовые, групповые, единичные технологии, унифицированные операции, планы обработки конструктивных элементов и поверхностей. При формировании текущей технологии пользователю предоставлен удобный доступ к соответствующим архивам и библиотекам, хранящим накопленные решения. Разработка технологических процессов (ТП) осуществляется в следующих режимах:
В каждом конкретном случае технологу предоставлена возможность выбора оптимального сочетания режимов проектирования, взаимодополняющих друг друга. Автоматический режим проектирования ТП – конечная цель в области САПР технологий. Основным препятствием к его реализации является отсутствие формализованного представления о пространственном расположении поверхностей детали. С плоского чертежа, выполненного в конструкторской САПР, в технологию можно передать лишь отдельные параметры: размеры, допуска, шероховатости, квалитеты, но только в том случае, если чертеж детали параметризирован. Поэтому в автоматическом режиме можно только дорабатывать заранее разработанные типовые техпроцессы. Область применения данного режима – простейшие детали. Существующие методы автоматизированного проектирования, основанные на включении условий выбора технологических операций и переходов в базовую технологию, приводят к появлению громоздких техпроцессов-аналогов, дублирующих одни и те же элементарные, типовые технологические решения. Оптимальное распределение технологических решений между базой знаний и комплексным техпроцессом является основой метода, изложенного в [1]. Автопроект поддерживает режим автоматической доработки технологий в двух исполнениях: на основе информации, переданной с параметризированного чертежа КОМПАС-ГРАФИК 5.х и на основе данных извлеченных из таблицы типоразмеров деталей определенного типа. Однако в большинстве случаев технолог использует вариант диалоговой доработки техпроцесса-аналога в режиме доступа к справочным базам данных. Система не заменяет технолога, а лишь позволяет ему быстро и удобно оформить принятые им технологические решения, снимает рутинную часть работы, выполняет расчеты, систематизирует нормативно-справочную информацию, удобно сохраняет принятые технологические решения. Принципы проектирования технологических процессов в Автопроекте универсальны и основаны на использовании часто повторяемых технологических решений, хранящихся на различных уровнях иерархии: архивы групповых, типовых технологий, библиотеки операций и переходов. С этой точки зрения САПР технологических процессов – это, прежде всего, система управления базами данных (СУБД). От того, как реализованы функции обработки данных, от их логических взаимосвязей зависят остальные показатели системы. Каждая предметная область имеет свою специфику организации баз данных. Многолетний опыт работы как в теоретической, так и, прежде всего, в практической области позволил выявить и систематизировать основные модели данных, присущие технологической подготовке производства машиностроительных предприятий. В основе системы лежит огромный объем разнородной информации. Базовая поставка Автопроект включает более 700 информационных массивов. Количество подключаемых новых баз данных (БД) не ограничено, а на структуру имеющихся БД не наложено никаких ограничений. Общая схема разработки ТП выглядит как процесс слияния различных технологических компонентов, типовых решений, НСИ в некоторую центральную область (текущая технология), способную принимать информацию из различных источников.
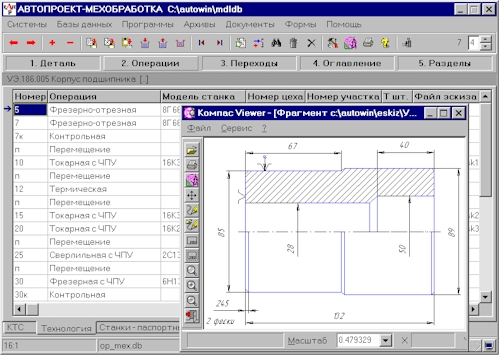
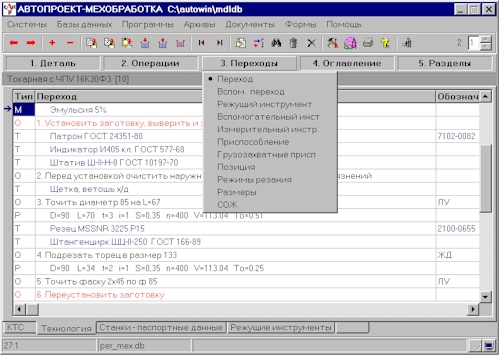
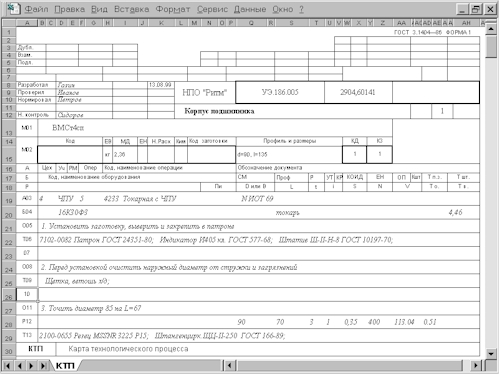
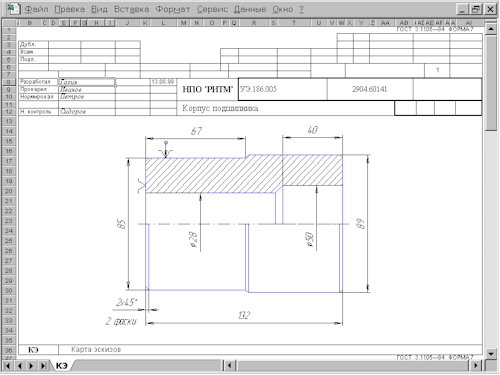
В САПР Автопроект реализован механизм, позволяющий отобразить структуру изделия, детали, взаимосвязи между оборудованием, технологической оснасткой и методами обработки. Модель технологического процесса в САПР ТП занимает центральное место. В Автопроект — это трехуровневая цепочка связанных реляционных таблиц, записи которых имеют различную логическую структуру (см. рис.3). Такая модель является универсальной и настраиваемой. Она позволяет создавать технологии различных переделов и включать в них любые средства технологического оснащения, в том числе и принципиально новые. Вся информация о текущем технологическом процессе распределена по уровням "Деталь" — "Операция" — "Переход". Пользователю предоставлена возможность перемещаться по уровням, отслеживать состав переходов каждой технологической операции, вносить необходимые изменения на любом из уровней. Особенностью этой модели является наглядная форма представления информации. Записи таблицы "Переходы", содержащие тексты переходов, режущие инструменты, приспособления, режимы резания, выводятся на экран одним списком. Такая возможность достигается тем, что физические записи данного уровня имеют различную логическую структуру. Этот же механизм позволяет проектировать технологии, включающие одновременно операции механообработки, штамповки, термообработки, покрытий и т.д. Подключение нового технологического передела производится самим пользователем. В комплект разрабатываемой документации входят: титульный лист, карта эскизов, маршрутная, маршрутно-операционная, операционная карты, карта техпроцесса, ведомость оснастки, материалов и другие документы, соответствующие ГОСТ. В образцы карт пользователи могут вносить изменения. Существует два варианта формирования технологических карт. Первый, быстрый вариант, позволяет получить упрощенный формат документов. Второй, качественный — многошрифтовый формат, реализованный в среде MS Excel на основе технологии OLE. Помимо чисто текстовых документов система позволяет автоматически сформировать карты эскизов, включающие графическую информацию, выполненную в системе КОМПАС-ГРАФИК 5.х.
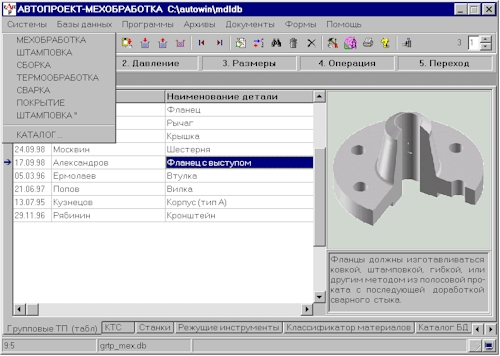
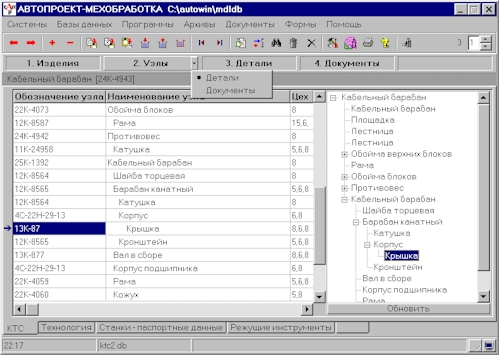
Технологические процессы, разрабатываемые в САПР Автопроект, могут помещаться в архив технологий. Оглавлением архива разработанных технологических процессов служит база данных конструкторско-технологических спецификаций (КТС — цепочка уровней: "Изделие" — "Узел" — "Деталь"). Система обеспечивает свободное перемещение от одного уровня к другому, позволяя при этом просматривать и редактировать состав изделий, узлов и деталей. Процедуры обработки КТС производят поиск деталей по различным критериям и осуществляют выборки по принадлежности деталей к изделиям, узлам, цехам. На их основе формируются сводные нормы, заявки на материал, комплектующие карты и другие технологические документы. Система поддерживает функции документооборота. Каждый уровень, входящий в цепочку КТС, имеет подчиненную таблицу "Документы", записи которой содержат ссылки на документы, созданные в различных приложениях: архивные технологии, графические файлы, текстовые файлы и др. С каждым документом связана программа, которая его создает и обрабатывает. Старт соответствующего приложения производится непосредственно из таблицы "Документы". Выбор ТП осуществляется процедурой разархивации, которая помещает технологию в рабочее поле системы, доступное для внесения изменений. При этом ТП, находящийся в архиве, не меняется. Модифицированная технология может быть помещена обратно в архив системы под прежним или под новым именем. Организованное хранение разработанных технологических процессов (на основе базы данных КТС) позволяет глобально корректировать любую информацию в архиве техпроцессов: анализировать технологии на предмет загруженности оборудования, определять количество специализированной оснастки, рассчитывать суммарную трудоемкость изготовления изделий, определять материалоемкость и себестоимость изделия в целом, производить глобальную автоматическую замену устаревших ГОСТ оснастки.
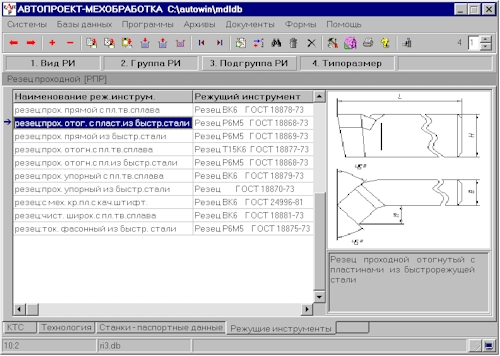
Система обеспечивает удобную организацию баз данных (БД) и быстрый доступ к требуемой информации. Она обладает хорошо организованным диалоговым интерфейсом, обеспечивающим легкое и наглядное перемещение по всем базам данных. Приемы работы с БД идентичны, что упрощает процесс их сопровождения. Программа поддерживает диалоговый доступ к сведениям об оборудовании, инструментах, материалах и т.д. В любой момент эти данные могут быть выведены на экран, скорректированы или пополнены. В информационном пространстве Автопроект можно создавать новые информационные массивы, корректировать состав и размерность их полей. Взаимодействие между таблицами данных в Автопроект построено на динамически формируемых SQL-запросах. Операторы SQL генерируются либо автоматически системой, либо по шаблону, заданному пользователем.
Базы данных САПР Автопроект полностью открыты для структурной и содержательной корректировки. Поддерживаются форматы файлов СУБД Paradox, FoxPro, dBase (для локальных рабочих мест). Имеющиеся у пользователя файлы этих форматов легко включаются в базу данных Автопроект без изменения их месторасположения на диске или в сети. Данные могут располагаться как на локальных станциях, так и на сервере. Одним из основных преимуществ Автопроект является возможность модернизации системы без участия разработчика. Корректируется состав и структура всех баз данных, настраиваются формы технологических документов, подключаются новые программные модули. Гибкость программного и информационного обеспечения позволяет быстро адаптировать систему к любым производственным условиям. САПР Автопроект состоит из ядра системы и окружения прикладных задач. Основные функциональные режимы системы можно разбить на две группы: функции подсистемы проектирования и функции подсистемы управления базами данных. Функции подсистемы проектирования:
Функции СУБД:
Минимальные требования к оборудованию: IBM PC 486DX2-66, 16 Mb RAM, операционная система — Windows 95/98/NT, не менее 120 Mb свободного места на жестком диске, устройство CD ROM, струйный или лазерный принтер. Программа документирована, проста в освоении и удобна в работе. Гарантируется авторское сопровождение, техническая поддержка, обучение и консультации по работе с системой. Андриченко Андрей Николаевич. С 1993 года генеральный директор ИКЦ "Оберон". Кандидат технических наук в области САПР технологических процессов. Опыт работы в данной области 17 лет, из них более 10 лет — в НИИ авиационных технологий (НИАТ) г. Москвы в должности заведующего отделом САПР. Литература: Андриченко А.Н. Комбинированный метод автоматизированного проектирования технологических процессов изготовления деталей резанием: Дис. канд. техн. наук. — М. 1990. — 121 с. |
| Продукты и решения КОМПАС | Опыт успешной автоматизации | Обучение персонала — ключ к успешному внедрению | Управление электронным документооборотом |
| Главная | Программное обеспечение | Статьи | Прайс-листы | Инициативы | О компании |